This week we wanted to talk about what we love – glass. We receive so many questions about glassblowing. Of course we can’t answer them all here, but hopefully this will serve as a useful guide. This Glassblowing 101 blog post will give you an idea of the basic studio setup, tools and the process of glassblowing. We hope it’ll inspire you to try glassblowing yourself someday.


Our furnace consists of a tank that can hold about 800lbs of clear glass. It runs 24/7/365 and stays between 2000 and 2400 degrees Fahrenheit. The furnace consists of high temp ceramic castable and it takes about 6 days to reach the correct temperature, so if it ever goes out, we’re out of commission for a few weeks. We also have a smaller 200lb furnace, used for special orders that require colored glass. Glass takes a while to melt, so furnaces allow us to keep a great quantity ready for use at all times.
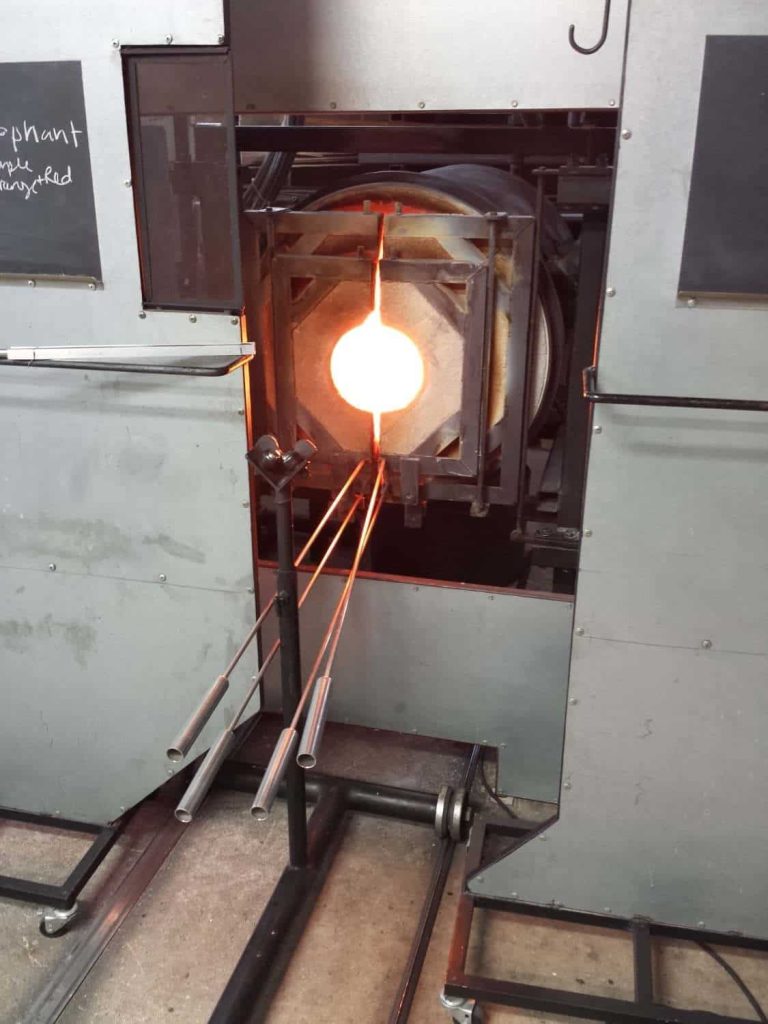

We have two reheating chambers and one is the largest in Michigan. Reheating chambers stay at about 2100 degrees Fahrenheit. We turn them on about an hour before use. Our smaller chamber is our workhorse and we only use the large one for special projects as it uses a lot of resources and requires more assistants with a high level of skill. As the name suggests, reheating chambers reheat the glass, allowing it to stay at a workable temperature.

Our soda-lime glass comes from a company called Spruce Pine, that is located in North Carolina. The glass arrives as a raw material, called batch, and it melts down in the furnace. A charge is the process of filling the furnace and melting batch. Because we have such a large furnace, this is a long process that takes about 12 hours to compete to melt about 1,000 lbs. of batch. When the batch melts in the furnace, it takes on an acidic quality. The acidity eats away the the furnace, so periodically we have to rebuild it – a process we actually plan to do soon.

Annealing is the gradual cooling of the glass down to room temperature. Our annealing furnaces run on a computer program and the length of time for pieces the size we tend to make is about 16 hours. Larger pieces take a longer period of time in the annealer.
There are different types of annealing ovens. Ours is an upright with four shelves. An alternative is a top-loading annealer, which opens like a cooler. Annealing is necessary because if glass cools down too quickly, it can go into shock, resulting in breakage.

Tools are extremely important for a glassblower. While working at the bench, they will almost always have a tool in hand to work the glass. We’ll go over each and their many uses.
Tweezers used for glassblowing are just like other tweezers, but larger. The pointed tips can stretch and pull hot glass.
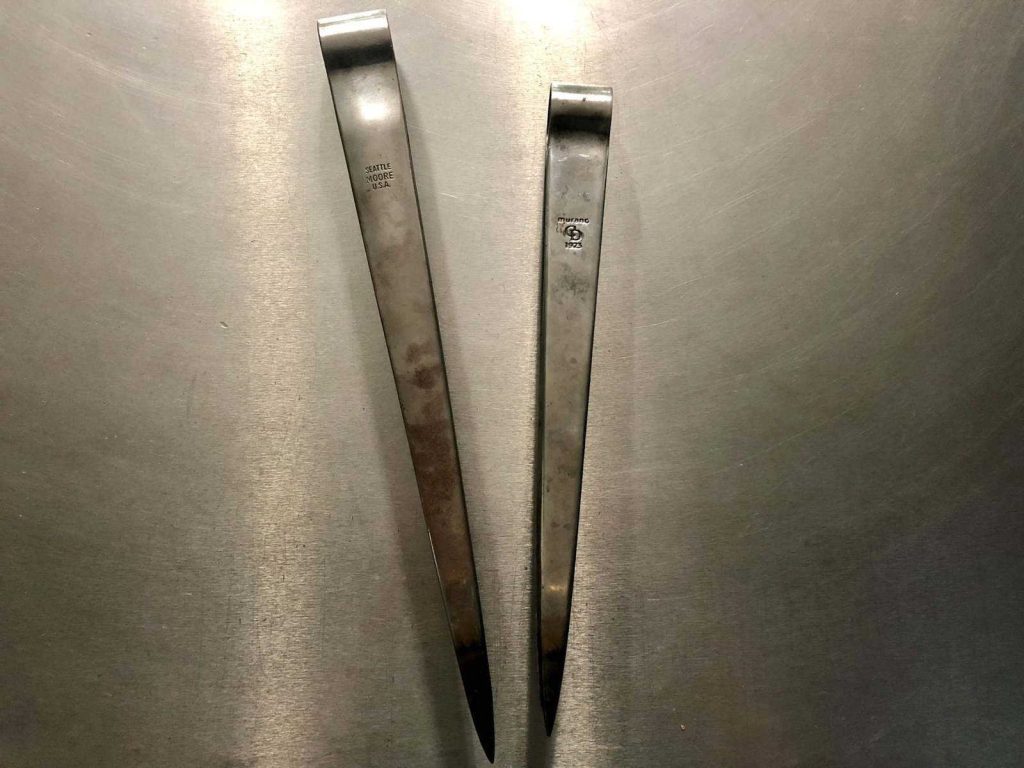
Jacks look similar to tweezers but larger and they have a springy handle. This allows the glassworker to control the space between the blades to manipulate and change the shape of the glass. Jacks have a variety of uses. While inflating a vessel, the blades shape the glass. By holding the blades close together, you can create a constriction to separate the glass from the blowpipe. Jacks can also create an opening of a vessel. When flipped around, the straps on the jacks can also shape glass. The video below shows how the jacks assist in pushing the glass up the pipe.








A pontil or punty is a solid metal rod that is tipped with a bit of hot glass and holds glass while a piece is made.
A blowpipe is an iron or steel tube used for blowing glass. One end has a mouthpiece that the artist blows into and the opposite end has a metal ring that holds gathers of glass.



Optic molds are metal, usually cast aluminum or brass. Glass is pushed into the mold to create texture or a new shape. They come in a variety of shapes, sizes and textures to create different effects on blown glass.

Creating a glass piece all starts by taking a gather of glass. First, the artst takes a blowpipe or punty off the pipe warmer (left). The pipes need to be hot for the glass to stick to the metal. At the furnace, the artist dips the pipe into the glass to take the first gather (shown in video at right).
The artist takes the glass to the marver and rolls it on the surface. The marver provides a smooth, even surface to shape the glass and also helps to cool it. Cooling specific areas of the glass helps to force the air bubble to go to a certain part of the glass or for the glass to expand in a specific way.
Throughout this process, the artist must constantly turn the pipe; if movement stops, the glass will start to drip down like taffy. The glass also goes into the reheating chamber several times. Each time the glass is heated up, it’s called a flash. Flashes heat up specific parts of glass or even out the overall heat.
When a piece is completed, it is taken over to a knock-off table. It is removed from the pipe and a hand-torch is used to melt any pontil marks. Last, the glass is placed in the annealing oven to cool for at least 24 hours. The video to the right demonstrates this part of the process.
This video from the The Corning Museum of Glass gives a brief history of glassblowing and shows a demonstration of the process explained above, which is used to make a simple vessel. The video below shows April using many of the tools and processes described above to make a decanter.
You can see that glassblowing is a really unique and captivating art form that takes years to master. It lends itself to limitless creativity and pushes the boundaries of what an artist can create from such a turbulent medium. This post only covered the very basics of glassblowing, but there are so many great resources for you to learn more- we’ve listed some below. We’d also be happy to answer any questions you have in the comments! Find more videos of glassblowing processes on our Facebook, Instagram & YouTube.
Spiral Arts Carlo Dona Steinert
Jim MooreCutting EdgeSpruce Pine
Tools of the GlassmakerCorning Museum of Glass – Glass Dictionary